

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區
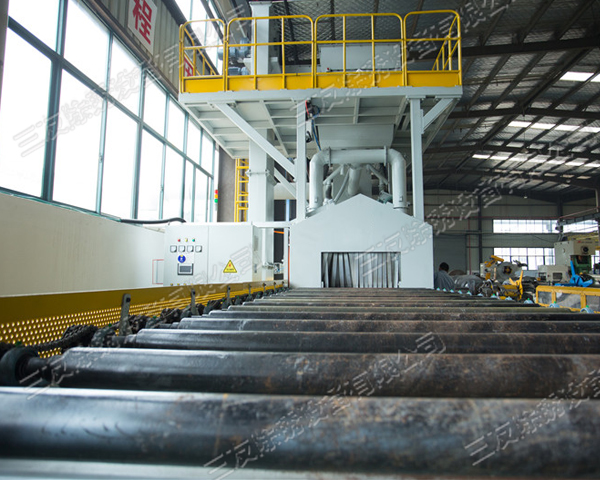
通過式拋丸機的驅動機器設備為液壓推桿機器設備,具備噪音低、使用壽命長、結構緊湊、調節方便等缺點。該缺點不適于改善組織,且不適于超低溫。液壓機電磁感應盤式制動器液壓機電磁閥制動系統式制動系統是液壓機電磁閥,具備噪音低、使用壽命長、結構緊湊、控制方便等優點缺點是硅整流器在極限工作下很容易被損壞。履帶吊鉤式拋丸機廠當通過式拋丸機的原理實際操作驅動機器設備時,制動系統臂上的襯墊被主子彈的支撐力牢牢地拉緊,組織處于終止狀態。履帶吊鉤式拋丸機廠由驅動機器設備產生的驅動力提升了杠桿并減少了主項目符號黃色,這一起打開了上部和下部制動系統臂,將上部和下部制動系統板與制動系統輪分離,并釋放出了制動系統輪當驅動機器設備關閉電源時,主子彈被校準,上、下制動系統臂和制動系統板壓在制動系統輪.上,導致組織制動系統輪終止在同一軸線上,超過了制動系統的目的。

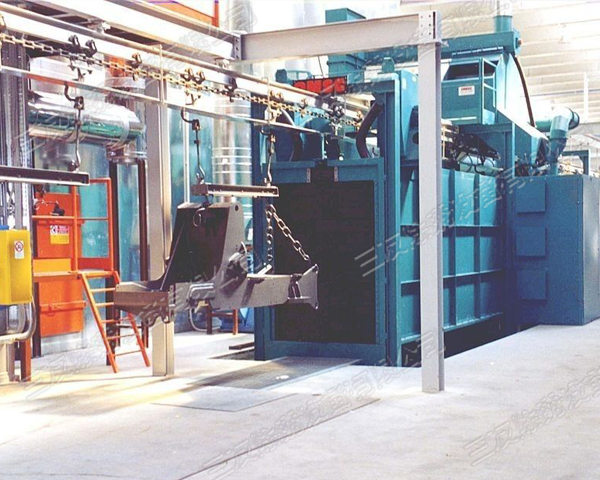
懸鏈式拋丸清理機是一種單行程懸鏈連續式拋丸清理設備,它具備工件靜態裝卸、自動快速輸送與定位,工件旋轉拋丸清理。整機選用常規電器控制,履帶吊鉤式拋丸機廠工件的輸送軌道無級調速。適合于大批量、鑄鋼、鑄鐵、及焊接件的全方位拋丸清理,用以各種形式的可吊掛式工件。通過拋丸清理,不但可以去除工件表面的銹蝕,清理掉結構件上的焊渣,還可以消除工件的焊接應力,履帶吊鉤式拋丸機廠提高工件的抗疲勞強度,增加工件噴漆時的漆膜附著力,并最終達到提高整個工件表面及內在質量的目的。普遍用以冶金、石油、化工、機械等行業。
因為不銹鋼厚度不一樣,氧化皮厚度也不一樣,鍛造時間也不一樣。氧化皮薄的工件處理時間短,氧化皮厚的以及銹蝕嚴重的工件則相應增加處理時間。拋丸處理時間越長,工件表面的粗糙度越大。履帶吊鉤式拋丸機廠處理時間過短,處理不干凈,影響涂層質量。處理時間過長,一造成能量浪費和球團消耗增加,造成成本增加;二造成工件表面粗糙度增加,導致油漆消耗增加,抗性能降低。所以,必須控制合理的處理時間。根據拋丸機生產試驗,拋丸時間應控制在60~180s。橫梁拋丸線為間歇拋丸線,采用單面雙面拋丸機處理。在噴丸過程中,工件表面通過工件的旋轉得到均勻處理。其拋丸時間為60~180s。但由于橫梁拋丸線為多種工件混流生產,其工件氧化皮厚度不同,再加上銹蝕件,所以拋丸時間也不同。縱梁拋丸線是通過式拋丸線,履帶吊鉤式拋丸機廠采用雙側雙拋丸器處理。

在這一問題上,拋丸機生產廠家興華認為原因有三個,而且有對應的解決方法。原因一是軸和孔之間的摩擦太大,履帶吊鉤式拋丸機廠不會造成嚴重的磨損,導致漏油。如果你想解決這個問題,你可以安裝密封器以避免過度磨損。原因二:拋丸機的開關漏油,其原因,履帶吊鉤式拋丸機廠則可能是閥有磨損或銹蝕,這時應及時更換新的,并采取一些預防措施來避免腐蝕。原因三:密封件有損壞,或是緊固件有松動。對于這兩個,解決起來很簡單,是為更換密封件,通過式拋丸機廠家以及對緊固件進行緊固。

拋丸清理機機器設備的維護關鍵包含2個內容:一、拋丸機和其他設備應嚴格按照設備操作手冊使用,不得誤用,履帶吊鉤式拋丸機廠以免造成不必要的設備損壞。二、設備要求專業維修人員負責修理。要對拋丸機十分了解的老師傅,履帶吊鉤式拋丸機廠不能去趁便找個人維護那些拋丸機設備。例如,檢查拋丸機的零件是否磨損,檢查拋丸機上的螺絲是否擰緊,檢查拋丸機的檢修門]是否擰緊等。并檢查篩網拋丸機的型號是否正確。然而,我們有時忽略了維護人員的專業性。也許我們可以說,維修人員是否真的仔細檢查過,是否有人監督他的工作。事實上,影響拋丸機設備壽命的是人為因素。不管設備的質量有多好,它都承受不起人為的破壞。

