

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區

拋丸清理機機器設備的維護關鍵包含2個內容:一、拋丸機和其他設備應嚴格按照設備操作手冊使用,不得誤用,雙吊鉤式拋丸機廠以免造成不必要的設備損壞。二、設備要求專業維修人員負責修理。要對拋丸機十分了解的老師傅,雙吊鉤式拋丸機廠不能去趁便找個人維護那些拋丸機設備。例如,檢查拋丸機的零件是否磨損,檢查拋丸機上的螺絲是否擰緊,檢查拋丸機的檢修門]是否擰緊等。并檢查篩網拋丸機的型號是否正確。然而,我們有時忽略了維護人員的專業性。也許我們可以說,維修人員是否真的仔細檢查過,是否有人監督他的工作。事實上,影響拋丸機設備壽命的是人為因素。不管設備的質量有多好,它都承受不起人為的破壞。
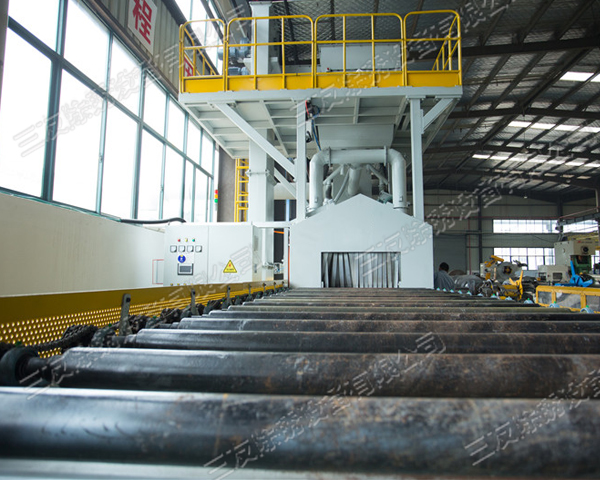
輥道通過式拋丸機拋丸清理中產生塵埃,由抽風管送向除塵系統,凈化處理后的凈氣排放到大氣中,顆粒狀塵埃被捕捉收集輥道通過式拋丸機主要用于建筑、橋梁等行業用大型工字型鋼、等較高的鋼結構件消除應力及表面除銹清理。雙吊鉤式拋丸機廠輥道通過式拋丸機主要用來清理和強化包括鋼結構焊件,H型鋼,鋼板以及其它類型的鋼材表面,常用的行業主要有汽車,拖拉機,電機,閥門]這些領域,因為這種設備能夠快速的清理工件表面,使它們的光潔度得到提升,從而提高工件的涂飾質量,受到了很多工件加工行業的歡迎。雙吊鉤式拋丸機廠清理質量很高,這種設備設計的結構也是比較緊湊的,占地面積也更小一些,使用上更加靈活,不需要有復雜的安裝過程。輥道通過式拋丸機設備能夠用來處理一些比較重的或者是尺寸超長的工件,這一點是其它捅了你設備不能相比的地方,重要的是這類設備在清理灰塵的時候,空氣排放也符合環保標準。

1)將一塊輕中度銹蝕或標示涂料抹的鋼板置放在拋丸器拋射區域內;2)啟動拋丸器,電機加速至適當轉動速度;3)使用控制閥(手動)打開拋丸閘門,約5秒左右后,丸料被送入葉輪,輕中度銹蝕的鋼板上的金屬材料銹被雙吊鉤式拋丸機廠清除;4)拋射位置的確定,用1只19MM活動扳手將壓板上的三只六角螺栓松開至定向套能用手轉動,再將定向套緊固;5)準備新的拋射圖來檢驗較好的設定。(第3至5條重復多次直至獲得拋射位置。)3.雙吊鉤式拋丸機廠確保配丸輪和葉輪體之間的相對位置準確。

拋丸機造成噴焊層剝落的原因有:1、由于粉末質量差,在噴焊過程中不存在“鏡面”現象。因此,雙吊鉤式拋丸機廠操作時幼化與不熔化難以鑒別,往往粉末頂蓋后尚未烙化,火焰就移動過去,這樣魷形成不了良好的噴焊層。2、在熔化厚的覆蓋層時,速度太快,使得表面的粉末熔化,而里面的粉末還沒來得及熔化,或者噴焊層熔化了,而基體的很皮過低。無法形成冶金結合。3.大中型工件因為重熔水平提升遲緩,粉末狀沖積物在高長期性加溫標準下,輕粉空氣氧化或工件表面有比較嚴重的敏化層,再加工件表面的制取。4、作不合格,雙吊鉤式拋丸機廠均不能形成噴焊層與答體良好的給合,加工時就產生剝落的現象。

通過式拋丸機載荷試驗相對于新使用的吊鉤和已使用一定時間的吊鉤,應進行載荷試驗。額定載荷1.6倍作為試驗載荷,相對于拋丸機種類,懸掛時長不小于十分鐘。雙吊鉤式拋丸機廠澆注材料后不需要變形。在吊鉤使用一定時間后,由于鍍鋅鋼絲繩的功效,吊鉤的表層通常會硬化。為了避免這種表面硬化,淬火可以每六個月到一年進行數次,但溫度必須要根據原材料來控制,否則鉤的金屬材料顆粒會變厚并危及使用壽命。雙吊鉤式拋丸機廠安全隱患排查鉤每年至少檢驗幾次,每個季節至少檢驗幾次,便于經常使用。在測試之前,應當用汽油來清理吊鉤,并且應當用一個20倍的放大鏡來檢驗部分風險。不得有間隙、通過式拋丸機塑性變形、螺栓松脫等。

