

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區

作為一個經常使用的一個零部件,當損壞時及時更換是非常有比較的,通過式拋丸機廠下面簡單介紹下大概的更換方法:1.先參看履帶的受損程度,一般履帶損壞有撕裂式的和斷裂式,如果是這兩種情況可以使用夾板刀,將履帶由內左右劃開,開動機器,履帶正轉,將履帶抽出。2.拆開室內的圓板和花盤,把一般固定的螺絲放回室內左右壁板的蓋子內,看起來像是打開蓋子。3.將三根驅動滾拆開,由一端抽出,(有的機型有托輥的,如Q3210以上機型)需要將托輥一起拿出.拆托輥前先要件設備左下角和右下角的收緊絲桿放到較上的位置。4.當履帶放置在清潔室內時,較大的軌道可以安裝在房間的頂部,鋼絲通過懸掛,或者手拉葫蘆可以固定在彈丸葉輪的位置拉走軌道。5.履帶安放到固定位置后,穿入拔出的驅動滾軸,絲桿收緊后慢慢調整履帶的偏跑,通過式拋丸機廠在確定好了之后件絲桿上端的閘板固定。6.新換好履帶后,要再主動,被動驅動滾軸的軸承加以潤滑油,以增加其使用壽命。

當通過式拋丸機定向套調整好之后可以進行負荷試車,要確定設備是保持良好的運作,通過式拋丸機廠經過半個小時1的拋丸后再進行丸料的添加,這樣可以令設備的拋丸清理效率更高,效果更好。如果說大家對于拋丸器調整方面的技巧不清楚,也可以咨詢設備廠家的技術人員。 拋丸器是拋丸機運轉使用中的核心部件,拋丸器拋射功率好壞直接影響拋丸機整體工作表現。通過式拋丸機廠缺少經驗的操作工在使用新拋丸機時,由于缺少必要的調試工作,會大幅度降低拋丸器的拋射功效,從而影響拋丸機的清理郊果。1、增加彈丸的供給量;2、調整好定向套的位置;

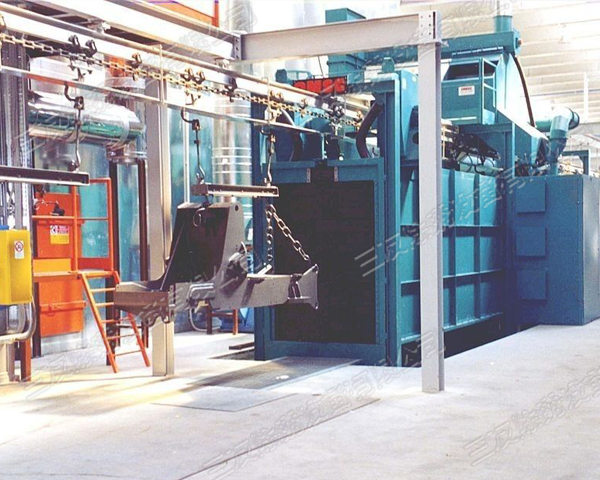
主要由清理室、拋丸器總成、輸送輥道、上料機構、卸料機構、螺旋輸送器、提升機、維修平臺、分離器、除塵系統及電控系統等組成。1.拋丸器采用向上拋丸布置。通過式拋丸機廠由于不同管徑的鋼管在輥道上運輸時,其底面大致處于同一高度,因此拋丸裝置從下向上拋丸,拋丸到鋼管表面的距離基本相同,且鋼丸到工件表面的拋丸速度相同,通過式拋丸機廠從而保證不同管徑的鋼管在表面的清洗效果相同。為后續的噴涂提供相同的條件。2.產品工件持續進出拋丸清理機的通道和出入口,因為清理不一樣直徑的無縫鋼管,為避免彈丸飛出,該設備選用雙層可拆換密封性刷將彈丸徹底密封性。3.采用離心懸臂式新穎高效多功能拋丸器,拋丸量大,效率高,葉片更換迅速,具有整體更換之性能,維修方便。4.選用滿幕式BE型圓渣分離設備,大大提高了分離出來量、分離出來高效率和投影品質,緩解了投影器的損壞。

拋丸除銹是用電機推動離心葉輪體旋轉,并受向心力的作用,拋丸(有拋丸、切丸、不銹鋼丸等。)直穿0.2~3.0拋向鋼件的表層,通過式拋丸機廠使鋼件的表層達到一定的表面粗糙度,使鋼件堅固耐用,或將鋼件的焊接拉應力變為壓應力,提高了鋼件的使用壽命。基本上,它用于機械設備的普遍行業領域,如修理、造船、汽車零件、機場零件、大型槍支、肉罐、地面道路、橋梁、鋼架結構、夾層玻璃、厚鋼板管道等。拋丸清理設備可以清除鋼鐵零配件上的鐵銹和污垢。目的是提前為下一步做準備。通過式拋丸機廠有必要確保下一工序的表面粗糙度,同時確保表面層的一致性。拋丸對鋼零配件有強化作用。拋丸每天都用來清除精密鑄件銹蝕。
該設備具有以下特點:1、該機設計方案優良,結構合理,運作靠譜,生產制造效率高2.運用plc電機控制技術性,通過式拋丸機廠根據球控門常見故障檢驗和彈丸傳動系統,完成了整個設備的自動控制系統。3、拋丸機室選用厚鋼板電焊焊接,殼體構造抗壓強度高,無震動。拋丸室拋射熱區護板選用ZGMn13護板,在耐磨、防彈丸打擊方面的性能有很大的提高,壽命可達17000小時以上。4、除塵系統采用現階段先進的技術專業單脈沖式除塵設備,通過式拋丸機廠徹底考慮當代環境保護除灰的規定,除塵效果符合《大氣污染物綜合排放標準》要求。5、選用具備國內較高市場保有率、大拋丸量、高拋射速度的Q034z15懸臂離心拋丸器,能顯著地提高清理效率和勞動生產率,保證了清理效果。拋射帶對稱布置,可以使工件受到較全面柔和的彈丸沖擊,既能達到理想的清理效果,又保證工件不會變型。一次拋打和二次反彈彈丸以提高彈丸利用率,使彈丸覆蓋均勻一致。6.為工件媒介采用龍門吊構造,清理規定和實際操作安全性的狀況下確保工件的隨意持續傳動系統。7、分離器選用滿幕簾式分離器,分離效果好。丸、渣、粉塵分離效率達到99%。8、選用先進的三級密封防護方式,密封效果良好。9、工件輸送選用步進通過式,客戶可根據自己不同工件的要求隨意調整拋丸清理時間,以控制生產率與清理質量。工件可連續不斷的進行裝料、雙工位拋丸清理、卸料。可為客戶節省大量的人力、物力,提前施工周期,節約能源消耗。10、吊鉤行走槽選用先進的軟鋼芯橡膠板、尼龍刷、氣動拉蓋板三級密封保護方式,密封效果好

表面加工質量主要指機械加工質量,包括宏觀幾何形狀、表面粗糙度和刀痕方向。(1)宏觀幾何對磨損的影響是加工后實際形狀與理想形狀之間的偏差,即加工精度如圓度、圓柱度、平行度和垂直度等,宏觀幾何的偏差使得零件表面負荷的分布不均勻導致部分嚴重磨損。(2)表面粗植度對磨損的影響并非表面粗糙度值越小,磨損越小。由試驗得知,通過式拋丸機廠在每種載荷下都有一個合理的表面粗糖度使其磨損量小;在相同的載荷下,通常表面粗糖度值越小,磨損越小,但超過合理點后磨損又會逐漸上升。這是因為表面過于光潔,使接觸表面增大,分子間吸引力增強,因而產生粘著磨損的可能性也就增大。(3)刀痕方向對磨損的影響刀痕方向對磨損影響較大,如果兩摩擦表面的刀痕方向是平行的,且與運動方向一致,則磨損較小。通過式拋丸機廠如果兩摩擦表面的刀痕方向平行,但與運動方向垂直,則磨損較大。假如數控刀片標識越過健身運動方向,損壞在兩者之間。

