

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區

一、需要注意的幾個問題1.首先,看看這個拋丸機的制造商,看看官方網站,看看制造商是否正規,不要貪婪和吝嗇。2.然后找專業人員檢查拋丸機的完整性,零件是否齊全等。3.調試拋丸機時,必須注意打開設備時的振動噪音。噪音越小,拋丸機的質量越好。4.仔細檢查細節,看諸如接頭和焊接等細節是否合理。5.觀察現場施工除塵效果,聽取設備開啟時的噪聲水平。6.詳細審查履帶通過式拋丸機廠家是否使用了射彈防護板數據7.檢查拋丸機的拋丸機是否完好。8.用試件觀察拋丸機處理后的效果。9.看看在噴丸室里使用了什么材料,它們是否已經被使用過。二、拋丸機的質量與這些因素有關1.拋丸機整體結構是否合理。2、拋丸機設備的選擇和傳動、生產等。3、拋丸機和拋丸機防護板耐磨。4、履帶通過式拋丸機廠家能否長期生產、能否提供售后服務、能否長期供應零件等。

只有確定機器設備保持穩定的運行情況后才可以實際操作。首先,在拋丸清理機試運行之前,大家務必仔細掌握機器設備的構成構造和原理,而且履帶通過式拋丸機廠家務必清晰地掌握各構成構造的性能特性。這樣對于設備有-定的認識,如此在后續的操作中才會更加的得心應手。其次,履帶通過式拋丸機廠家一定要認真的檢查機器的各個部件是否連接的牢固,比如說線路接觸是否良好,關鍵連接件連接是否緊固,總之要確保每個部件連接都要正確緊牢。然后,要根據使用說明書上面的內容進行潤滑,潤滑油量一定要是足夠。最終,假如空載測試運行不斷2-3小時,測試運行的時間不可以由于急匆匆工作而減少。現在大家是不是會試車了呢?拋丸機試車一定要仔細認真,要用眼睛認真的觀察設備的運行狀態如何,用耳朵去聽設備的噪音是否有異常,還應該特別的了解各個組成結構的良好運作狀態,加深對于設備良好運作狀態的記憶,有助于后續及時的發現問題。

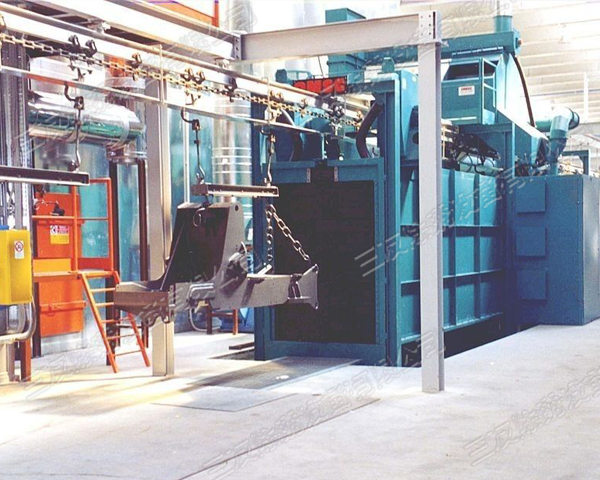
通過式拋丸機是憑借拋丸器精淮的高速拋射到產品工件的表面,履帶通過式拋丸機廠家去清除產品工件表面的銹蝕和污物,強化工件的內部分子,使得產品工件內部分子更加的緊密排列,進而使得產品工件的機械性能更強。要知道,通過式拋丸機拋射彈丸主要是靠拋丸器,而拋丸器長時間的高速拋射,履帶通過式拋丸機廠家由于作用力的原因也會發生拋射具體位置有差的情況,出現該情況必須要進行拋丸器的調整。而如何調整拋丸器呢?很多人都是不了解的,實際上方法也很簡單,那就是調整定向套的具體位置,應該讓彈丸拋射全部都落在被清理的產品工件上。檢查調整的定向套具體位置是否準確,只需要利用木板或者是白紙替代被清理產品工件即可,啟動拋丸器,輸入少量的丸料,檢查拋射帶的具體位置,將定向套的具體位置調整到恰當具體位置。

基本上全部的鑄鋼件、灰鑄造件、馬鋼、灰鑄鐵原材料等必須開展拋丸解決。這不但是以便消除鍛造金屬氧化物和砂的表面,并且是鍛造產品質量檢驗前不可或缺的提前準備加工工藝,如大中型氣體輪機罩殼在噴涌清理前務必開展高質量檢測,以保證檢測結果的可信性。在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。有色金屬鑄件,如鋁合金、銅合金等的表面清理,除清除氧化皮、發現鑄件的表面缺陷外,更主要的目的是以拋噴丸來清除壓鑄件的毛刺和獲得具有裝潢意義的表面質量,獲得綜合效果。履帶通過式拋丸機廠家冶金鋼鐵生產中,拋噴丸或者酸洗是保證鋼鐵大量生產中獲得高生產率而采用的機械或化學聯合去除磷皮的一種工藝方法。履帶通過式拋丸機廠家在硅鋼板、不銹鋼板薄板等別的合金圓鋼、帶的生產制造中,在冷扎工藝流程的全過程中開展淬火后,要開展放圓或酸洗鈍化解決,以便確保冷軋板的粗糙度和薄厚精度,務必釋放鏈條式放圓機。

拋丸機造成噴焊層剝落的原因有:1、由于粉末質量差,在噴焊過程中不存在“鏡面”現象。因此,履帶通過式拋丸機廠家操作時幼化與不熔化難以鑒別,往往粉末頂蓋后尚未烙化,火焰就移動過去,這樣魷形成不了良好的噴焊層。2、在熔化厚的覆蓋層時,速度太快,使得表面的粉末熔化,而里面的粉末還沒來得及熔化,或者噴焊層熔化了,而基體的很皮過低。無法形成冶金結合。3.大中型工件因為重熔水平提升遲緩,粉末狀沖積物在高長期性加溫標準下,輕粉空氣氧化或工件表面有比較嚴重的敏化層,再加工件表面的制取。4、作不合格,履帶通過式拋丸機廠家均不能形成噴焊層與答體良好的給合,加工時就產生剝落的現象。
一、當遇到水泥地面拋丸機出現漏丸的情況,首先就是斷電停止運行并且查找原因,比較常見的就是中間護板或者清理室的護板出現變形或者磨損,導致彈丸從縫隙中漏出去,根據實際情況修理和更換相關配件。二、造成通過式拋丸機的另一個標準是系統軟件密封性難題,履帶通過式拋丸機廠家不論是密封膠條還是橡膠墊必須查驗,如果出現老化或者軟化情況就要及時更換才行。三、其實對于吊掛式的拋丸機來說出現漏丸情況,履帶通過式拋丸機廠家如何排查發現剛才提到的兩種情況,那么就要考慮是拋丸器出現問題,導致彈丸沒能按照預定路線拋投,進而從吊掛口漏出來。

