

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區

拋丸機造成噴焊層剝落的原因有:1、由于粉末質量差,在噴焊過程中不存在“鏡面”現象。因此,吊鉤通過式拋丸機廠家操作時幼化與不熔化難以鑒別,往往粉末頂蓋后尚未烙化,火焰就移動過去,這樣魷形成不了良好的噴焊層。2、在熔化厚的覆蓋層時,速度太快,使得表面的粉末熔化,而里面的粉末還沒來得及熔化,或者噴焊層熔化了,而基體的很皮過低。無法形成冶金結合。3.大中型工件因為重熔水平提升遲緩,粉末狀沖積物在高長期性加溫標準下,輕粉空氣氧化或工件表面有比較嚴重的敏化層,再加工件表面的制取。4、作不合格,吊鉤通過式拋丸機廠家均不能形成噴焊層與答體良好的給合,加工時就產生剝落的現象。

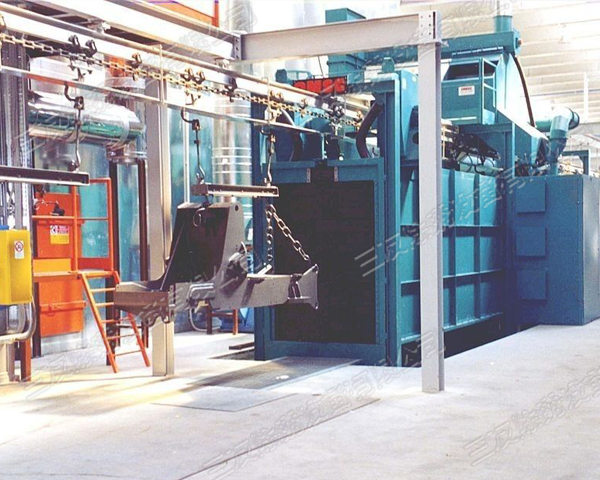
吊鉤式拋丸機適用于各種零件的表面處理。吊鉤通過式拋丸機廠家采用噴丸強化技術,可去除各種金屬鑄件表表面砂粒、黑色金屬零件表面除銹、沖壓件表面毛刺和邊緣鈍化、鍛件熱處理和表面處理。彈簧表面氧化膜的去除和彈簧表面晶粒的細化。它有廣泛的應用,如鑄造,自行車零件廠,汽車零件廠,摩托車零件廠,有色金屬壓鑄廠等。經噴丸處理后,工件不僅能獲得優異的數據顏色,而且它已成為金屬零件主要的發黑、發藍和鈍化技術,為電鍍和涂層提供了良好的基礎。吊鉤通過式拋丸機廠家工件經噴丸處理之后,可以降低拉應力,細化外晶粒,進一步強化工件的外表面,延長工件的使用壽命。
在使用履帶式拋丸機時應特別注意,加料時不要泄漏,如果在外面噴灑再噴粉時間比較困難,廠家在使用時可以將進料口固定,每次吊鉤通過式拋丸機廠家進料進入直接停止時可以,如果是履帶式拋丸機的自動裝卸,則需要注意藥丸的儲存情況,當缺少30%時應及時加以防止忘記。履帶式拋丸機的組成局部較多,還一些有縫隙的區間是特別容易落塵的,我們能夠在縫隙間放泡沫堵好防止落塵的加重,至于設備運轉時震動粉塵亂飛的狀況,我們能夠恰當在設備的四周弄濕空中,這樣粉塵就不會亂飛了,吊鉤通過式拋丸機廠家在每次下班之前都需求對設備的粉塵停止清算,防止日積月累影響性能。履帶式拋丸機是高強度耐磨橡履帶或錳鋼履帶裝載工件。它利用高速旋轉的葉輪將彈丸拋向腔室內的工件,達到清理的目的。適用中小型鑄造件、鑄鋼件、五金沖壓件、傳動齒輪、彈黃等零件的清砂、防銹處理、脫氨皮和外型加強,特別是在適用零件的無撞擊清理和加強。履帶式拋丸機在運轉過程中,會產生大量的灰塵和粉塵,當這些灰塵和粉塵進到履帶拋丸內部的話,就可能會阻礙設備的正常運轉,也會影響到拋丸質量與效率問題,這點是完整能夠考證的,假如沒有及時對大量的灰塵和粉塵停止很好的清算,對環境形成的影響也不會少,加上人員的身心安康等,所以大家一切履帶式拋丸機一定要做好防塵工作。

依據當代金屬強度理論,提升金屬中位錯相對密度是提升金屬抗壓強度的關鍵方向。吊鉤通過式拋丸機廠家實踐證明拋丸是增加金屬位錯結構的行之有效的工藝方法。吊鉤通過式拋丸機廠家對一些金屬不能通過相變硬化(如馬氏體淬火等)或實現相變硬化的基礎上而要求再進一步強化的工件而言,更具有十分重要的意義。航空、宇航工業、汽車、拖拉機等零部件要求輕質化,但可靠性要求越來越高,其重要工藝措施就是采用拋噴丸工藝提高構件的強度和疲勞強度。

