

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區

一、需要注意的幾個問題1.首先,看看這個拋丸機的制造商,看看官方網站,看看制造商是否正規,不要貪婪和吝嗇。2.然后找專業人員檢查拋丸機的完整性,零件是否齊全等。3.調試拋丸機時,必須注意打開設備時的振動噪音。噪音越小,拋丸機的質量越好。4.仔細檢查細節,看諸如接頭和焊接等細節是否合理。5.觀察現場施工除塵效果,聽取設備開啟時的噪聲水平。6.詳細審查懸鏈通過式拋丸機廠是否使用了射彈防護板數據7.檢查拋丸機的拋丸機是否完好。8.用試件觀察拋丸機處理后的效果。9.看看在噴丸室里使用了什么材料,它們是否已經被使用過。二、拋丸機的質量與這些因素有關1.拋丸機整體結構是否合理。2、拋丸機設備的選擇和傳動、生產等。3、拋丸機和拋丸機防護板耐磨。4、懸鏈通過式拋丸機廠能否長期生產、能否提供售后服務、能否長期供應零件等。

基本上全部的鑄鋼件、灰鑄造件、馬鋼、灰鑄鐵原材料等必須開展拋丸解決。這不但是以便消除鍛造金屬氧化物和砂的表面,并且是鍛造產品質量檢驗前不可或缺的提前準備加工工藝,如大中型氣體輪機罩殼在噴涌清理前務必開展高質量檢測,以保證檢測結果的可信性。在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。有色金屬鑄件,如鋁合金、銅合金等的表面清理,除清除氧化皮、發現鑄件的表面缺陷外,更主要的目的是以拋噴丸來清除壓鑄件的毛刺和獲得具有裝潢意義的表面質量,獲得綜合效果。懸鏈通過式拋丸機廠冶金鋼鐵生產中,拋噴丸或者酸洗是保證鋼鐵大量生產中獲得高生產率而采用的機械或化學聯合去除磷皮的一種工藝方法。懸鏈通過式拋丸機廠在硅鋼板、不銹鋼板薄板等別的合金圓鋼、帶的生產制造中,在冷扎工藝流程的全過程中開展淬火后,要開展放圓或酸洗鈍化解決,以便確保冷軋板的粗糙度和薄厚精度,務必釋放鏈條式放圓機。

履帶式拋丸機在運作前要按規定安裝,只有適當的安裝才可以一切正常運作。懸鏈通過式拋丸機廠依據混泥土的本地地質結構,應用水平儀器查驗水準平面圖,可安裝鏈軌球拋擲機和當地腳螺絲用戶根據當地土質配置混凝土,用水平儀檢查平面縱橫水平后,履帶式拋丸機即可進行安裝,并將各地腳螺栓緊固。那么應該怎樣安裝履帶拋丸機呢,懸鏈通過式拋丸機廠按照以下四步安裝:1、在履帶式拋丸機出廠前將清理室、拋丸器等部分組裝成一體,將提升機與清理室上的提升機用螺栓緊固。斗式提升機安裝時,應注意調整上端主動皮帶輪軸承座,使之保持水平,以防皮帶跑偏;2.把手動分丸門和供給丸門安裝在分離器上,用除塵系統圖連接所有的管路,分離的廢棄物用戶可以用廢棄物罐處理3、分離器的安裝。當分離設備一切正常工作中時,視頻彈幕內部不應有空隙,假如幕幕沒有產生,重錘式應調節直至幕幕產生。假如圓砂的分離效果不太好,就應當調節分擋板,以優良的分離效果,按時除去篩過彈丸輪破的塊狀原材料4、提升機皮帶由用戶配孔聯接。除此之外,在基本安裝進行后,履帶式拋丸機,歷經一段時間后,會有損壞,在一定水平上必須拆換。履帶是拋丸機使用過程中一個比較重要的部件,主要負責工件的翻動和運輸,履帶損壞關系到設備能不能正常運轉,是影響產品的時候進度和維護成本。履帶的主要工作原理是由三根軸輥將一個無縫的環形橡膠帶穿起來,有2個端板壓住,形成翻轉工作倉,將產品放置于其上,通過正反履帶的作用來清理產品。
用戶在購買拋丸機零件時應該注意許多問題。舉個例子,他們應該特別注意表面。他們應該用眼睛仔細觀察,懸鏈通過式拋丸機廠檢查零件和原始零件之間是否有任何差異。舉個例子,鱗片細度是否有差異,以及顏色是否有太多的差異。還應注意篩網拋丸機的規格。假設條件允許,你可以簡單地比較一下原廠零部件和你想買的零部件,假設紡織品也許粗糙,顏色也許不太協調。然后是相關的符號和相應的注釋。您還可以查看這些零部件上的標志和注釋,然后比較官方產品。看看上述參數是否與官方參數一致。假設參數不同,零部件也許不太好用。一般來說,這種零部件是在外面包裝的。購買時請檢查包裝。懸鏈通過式拋丸機廠假設外包裝非常粗糙,這也許說明這種產品的質量不是特別好。假設用戶想購買零部件,他仍然主張盡可能購買原裝零部件。由于原裝零部件是根據制造商自己產品的參數生產的,因此配合良好。購買拋丸機零件的一些常用方法將暫時在此分享。當我們購買這種產品時,如果它是中國制造的,通常更容易購買。如果是進口的,也許更難買到。在這個時候,我們不僅要調查零部件本身的質量,還要看看購買的方式。假設購買方式不正常,可能是一些小作坊生產的假冒產品。

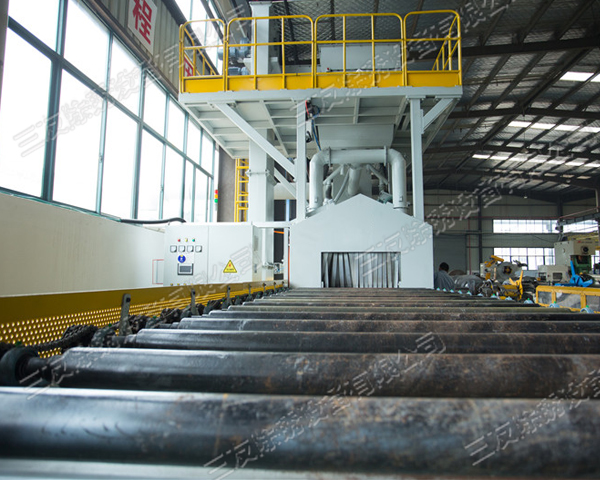
輥道通過式拋丸機是通過由電氣控制的可以調節速度的輸送錕道將鋼結構件或者是鋼材送到設備的清理機室體內的拋射區,懸鏈通過式拋丸機廠鋼材的表面能夠受到設備內不同方位的強力的彈丸打擊與摩擦,可以將這些鋼材表面的氧化皮,懸鏈通過式拋丸機廠銹層以及污漬都處理干凈,經過處理之后的鋼材表面能夠變得更加光潔,經過處理的鋼材可以經過清理室外兩邊進出口的錕道進行卸載。落入鋼材上面的彈丸與銹塵經吹掃裝置吹掃,撒落下來的丸塵混合物由回收螺旋輸送到室體漏斗、縱橫向螺旋輸送機匯集于提升機下部再提升到機器上部的分離器里,分離后的純凈彈丸落入分離器料斗中內,供拋丸循環使用。

因為不銹鋼厚度不一樣,氧化皮厚度也不一樣,鍛造時間也不一樣。氧化皮薄的工件處理時間短,氧化皮厚的以及銹蝕嚴重的工件則相應增加處理時間。拋丸處理時間越長,工件表面的粗糙度越大。懸鏈通過式拋丸機廠處理時間過短,處理不干凈,影響涂層質量。處理時間過長,一造成能量浪費和球團消耗增加,造成成本增加;二造成工件表面粗糙度增加,導致油漆消耗增加,抗性能降低。所以,必須控制合理的處理時間。根據拋丸機生產試驗,拋丸時間應控制在60~180s。橫梁拋丸線為間歇拋丸線,采用單面雙面拋丸機處理。在噴丸過程中,工件表面通過工件的旋轉得到均勻處理。其拋丸時間為60~180s。但由于橫梁拋丸線為多種工件混流生產,其工件氧化皮厚度不同,再加上銹蝕件,所以拋丸時間也不同。縱梁拋丸線是通過式拋丸線,懸鏈通過式拋丸機廠采用雙側雙拋丸器處理。

