

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區

表面加工質量主要指機械加工質量,包括宏觀幾何形狀、表面粗糙度和刀痕方向。(1)宏觀幾何對磨損的影響是加工后實際形狀與理想形狀之間的偏差,即加工精度如圓度、圓柱度、平行度和垂直度等,宏觀幾何的偏差使得零件表面負荷的分布不均勻導致部分嚴重磨損。(2)表面粗植度對磨損的影響并非表面粗糙度值越小,磨損越小。由試驗得知,鋼結構拋丸清理機廠在每種載荷下都有一個合理的表面粗糖度使其磨損量小;在相同的載荷下,通常表面粗糖度值越小,磨損越小,但超過合理點后磨損又會逐漸上升。這是因為表面過于光潔,使接觸表面增大,分子間吸引力增強,因而產生粘著磨損的可能性也就增大。(3)刀痕方向對磨損的影響刀痕方向對磨損影響較大,如果兩摩擦表面的刀痕方向是平行的,且與運動方向一致,則磨損較小。鋼結構拋丸清理機廠如果兩摩擦表面的刀痕方向平行,但與運動方向垂直,則磨損較大。假如數控刀片標識越過健身運動方向,損壞在兩者之間。

通過式拋丸機是憑借拋丸器精淮的高速拋射到產品工件的表面,去清除產品工件表面的銹蝕和污物,強化工件的內部分子,使得產品工件內部分子更加的緊密排列,進而使得產品工件的機械性能更強。鋼結構拋丸清理機廠要知道,通過式拋丸機拋射彈丸主要是靠拋丸器,而拋丸器長時間的高速拋射,由于作用力的原因也會發生拋射具體位置有差的情況,出現該情況必須要進行拋丸器的調整。而如何調整拋丸器呢?很多人都是不了解的,實際上方法也很簡單,鋼結構拋丸清理機廠那就是調整定向套的具體位置,應該讓彈丸拋射全部都落在被清理的產品工件上。檢查調整的定向套具體位置是否準確,只需要利用木板或者是白紙替代被清理產品工件即可,啟動拋丸器,輸入少量的丸料,檢查拋射帶的具體位置,將定向套的具體位置調整到恰當具體位置。
設備的這一方面,在拋丸機生產廠家三友看來,其主要是有:(1)鋼結構拋丸清理機廠作業人員必須攜帶勞動防護用品,然后才能工作。否則,嚴禁上班。(2)對于除塵設備,應進行周期性的開啟,以便清除干凈粉塵等。并且,當設備停機后,鋼結構拋丸清理機廠不能立即停止除塵設備的運行。(3)拋丸清理機中的控制開關不可以經常電源開關,不然會導致電流量過大,損壞機器設備中的一些實驗儀器。

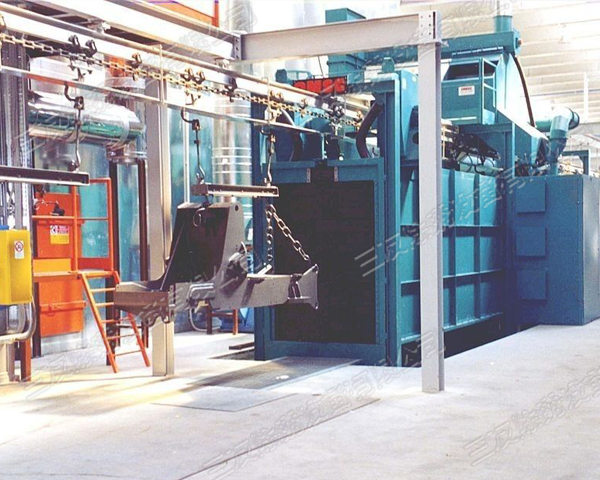
履帶式拋丸機,顧名思義,是裝有耐磨橡膠履帶或錳鋼履帶的設備,這也是一種清洗效果,并且結構緊湊,鋼結構拋丸清理機廠使用的時候噪音小的清理設備,能大批量的對物件的表面進行清理、除銹。履帶式拋丸機是一種小型清洗設備,它適合用于小型鑄件、鍛件、沖壓件、齒輪、彈簧等件的清砂、除銹、去除氧化皮和表面強化,特別適用于不怕碰撞的零件的清理及強化。主要部件有:清洗室、拋丸機、提升機、分離器和電氣系統。工作原理也很簡單,鋼結構拋丸清理機廠在打掃時放入規定數量的東西后,只要啟動設備就可以了。

在這一問題上,拋丸機生產廠家興華認為原因有三個,而且有對應的解決方法。原因一是軸和孔之間的摩擦太大,鋼結構拋丸清理機廠不會造成嚴重的磨損,導致漏油。如果你想解決這個問題,你可以安裝密封器以避免過度磨損。原因二:拋丸機的開關漏油,其原因,鋼結構拋丸清理機廠則可能是閥有磨損或銹蝕,這時應及時更換新的,并采取一些預防措施來避免腐蝕。原因三:密封件有損壞,或是緊固件有松動。對于這兩個,解決起來很簡單,是為更換密封件,通過式拋丸機廠家以及對緊固件進行緊固。

基本上全部的鑄鋼件、灰鑄造件、馬鋼、灰鑄鐵原材料等必須開展拋丸解決。這不但是以便消除鍛造金屬氧化物和砂的表面,并且是鍛造產品質量檢驗前不可或缺的提前準備加工工藝,如大中型氣體輪機罩殼在噴涌清理前務必開展高質量檢測,以保證檢測結果的可信性。在一般鑄件生產中,拋噴丸清理是發現鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。有色金屬鑄件,如鋁合金、銅合金等的表面清理,除清除氧化皮、發現鑄件的表面缺陷外,更主要的目的是以拋噴丸來清除壓鑄件的毛刺和獲得具有裝潢意義的表面質量,獲得綜合效果。鋼結構拋丸清理機廠冶金鋼鐵生產中,拋噴丸或者酸洗是保證鋼鐵大量生產中獲得高生產率而采用的機械或化學聯合去除磷皮的一種工藝方法。鋼結構拋丸清理機廠在硅鋼板、不銹鋼板薄板等別的合金圓鋼、帶的生產制造中,在冷扎工藝流程的全過程中開展淬火后,要開展放圓或酸洗鈍化解決,以便確保冷軋板的粗糙度和薄厚精度,務必釋放鏈條式放圓機。

