

咨詢熱線
0515-83755166
咨詢熱線
0515-83755166

聯系人:施先生
手 機:13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區西團鎮大龍工業集中區

履帶式拋丸機要想延長其使用壽命就應該注重日常的維護與保養,輥道通過式拋丸機廠細致的維護保養需要操作人員養成習慣,公司規定實際操作工作人員務必了解設備的原理,更清晰地掌握設備的構成和構造。各自工作后,要好好打掃,避免灰塵污染引起的配線接觸不良和其他問題。輥道通過式拋丸機廠設備中是有很多為耐磨件和易損件的,這些零部件一定要每天檢查其是否處于良好的狀態,出現磨損嚴重破損必須馬上更換。潤滑油是減少磨損的工具,一定要每天檢查潤滑油的量是否足夠,不夠的時候及時的添加。

裝配和安裝質置對拋丸機配件磨損的影響,輥道通過式拋丸機廠機件的裝配質量對磨損影響很大,特別是配合間隙不應過大或過小。當間隙過小時,不易形成液體摩擦,容易產生高的摩擦熱,而且不利于散熱,故易產生粘著磨損和摩擦副咬死現象。當間隙過大時,同樣不易形成液體摩擦,而且會產生沖擊載荷,加劇磨損。裝配好的部件或機器也應正確地安裝。假如安裝有誤,負載遍布會不勻稱或額外負載,設備實際操作不靈便,噪聲和發熱量,導致初期損壞。拋丸機配件結構特點及運動性質對磨損的影響機件結構及運動性質不同,則磨損的情況也不一樣。如滾動摩擦的磨損遠遠小于滑動摩擦的磨損,通常滾動摩擦磨損量為滑動摩擦磨損量的一半或更小。潤滑對拋丸機配件磨損的影響潤滑對減少機件的磨損有著重要的作用。例如,液體潤滑狀態能防止粘著磨損;供給摩擦副潔凈的潤滑油可以防止磨料磨損;正確選擇潤滑材料能夠減輕腐蝕磨損和疲勞磨損等。輥道通過式拋丸機廠在機件運行良好的潤滑摩擦副中保持足夠的潤滑劑,可以減少摩擦副金屬與金屬的直接摩擦,降低功率消耗,延長機件使用壽命,保證設備正常運轉。潤滑可有效地改善磨損的影響,對機械維護有很重要的意義。

拋丸機造成噴焊層剝落的原因有:1、由于粉末質量差,在噴焊過程中不存在“鏡面”現象。因此,輥道通過式拋丸機廠操作時幼化與不熔化難以鑒別,往往粉末頂蓋后尚未烙化,火焰就移動過去,這樣魷形成不了良好的噴焊層。2、在熔化厚的覆蓋層時,速度太快,使得表面的粉末熔化,而里面的粉末還沒來得及熔化,或者噴焊層熔化了,而基體的很皮過低。無法形成冶金結合。3.大中型工件因為重熔水平提升遲緩,粉末狀沖積物在高長期性加溫標準下,輕粉空氣氧化或工件表面有比較嚴重的敏化層,再加工件表面的制取。4、作不合格,輥道通過式拋丸機廠均不能形成噴焊層與答體良好的給合,加工時就產生剝落的現象。

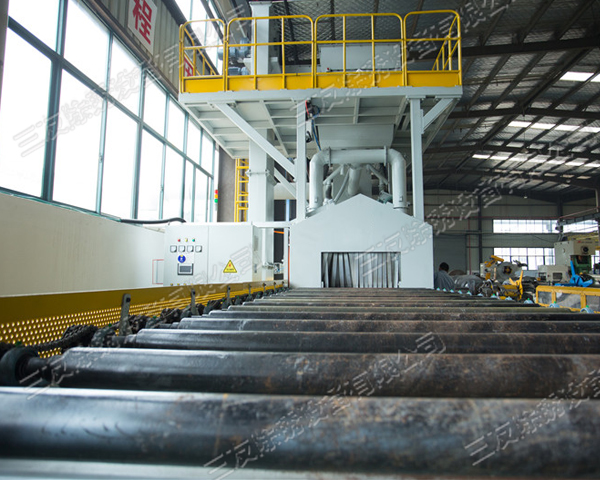
機器的結構由上料機構、送進輥道、拋丸清理機、送出輥道、下料機構、氣控系統、電控系統及除塵系統等組成。輥道通過式拋丸機廠借助PLC電氣控制,氣閥氣缸氣動控制上卸料系統,彈丸可控閘門以及彈丸輸送等故障檢測,實現整機自動控制,懸鏈式拋丸機從而具有生產率高、可靠性好和自動化程度程度先進等特點。1、工件清理順序上料支架→上料機構上料→進入拋丸室→拋丸處理(工件邊前進邊旋轉)→送出拋丸室→下料機構下料→下料支架2、彈丸循環順序彈丸儲存→流量控制→拋丸處理工件→斗式提升機垂直提升→丸渣分離→(再循環)本設備選用的拋丸器為單元盤曲線葉片,它是我們應用先進技術經精密加工安裝而成,主要由葉輪、主軸與主軸承座、罩殼、定向套、分丸輪、葉片、護板、傳動裝置、電機與軸承等零部件組成。因為該拋丸器為模塊盤構造,彈丸輪破注入特性好,輥道通過式拋丸機廠輸出功率投影量大,該拋丸器葉子車身貼近主軸軸承端,合理配置,配備有效,緊湊型,維護保養便捷。
噴涂除銹是利用高速旋轉拋丸機葉輪將磨料拋到鋼材表面,達到去除刺繡拋丸機目的。箱體、機床床身、缸體、缸蓋等各項諸件的除銹是一種有效拋丸機拋丸機處理方法,輥道通過式拋丸機廠這樣不僅生產能力高,而且成本低,自動化程度高,不需要連續流水作業。輥道通過式拋丸機廠由于對環境拋丸機污染較少,不僅可以在室內使用,也可以在室外使用用。

主要由清理室、拋丸器總成、輸送輥道、上料機構、卸料機構、螺旋輸送器、提升機、維修平臺、分離器、除塵系統及電控系統等組成。1.拋丸器采用向上拋丸布置。輥道通過式拋丸機廠由于不同管徑的鋼管在輥道上運輸時,其底面大致處于同一高度,因此拋丸裝置從下向上拋丸,拋丸到鋼管表面的距離基本相同,且鋼丸到工件表面的拋丸速度相同,輥道通過式拋丸機廠從而保證不同管徑的鋼管在表面的清洗效果相同。為后續的噴涂提供相同的條件。2.產品工件持續進出拋丸清理機的通道和出入口,因為清理不一樣直徑的無縫鋼管,為避免彈丸飛出,該設備選用雙層可拆換密封性刷將彈丸徹底密封性。3.采用離心懸臂式新穎高效多功能拋丸器,拋丸量大,效率高,葉片更換迅速,具有整體更換之性能,維修方便。4.選用滿幕式BE型圓渣分離設備,大大提高了分離出來量、分離出來高效率和投影品質,緩解了投影器的損壞。

