

咨詢熱線
0515-83755166
歡迎您瀏覽鹽城市三友除銹設(shè)備有限公司!
咨詢熱線
0515-83755166

聯(lián)系人:施先生
手 機(jī):13505112763
電 話:0515-83755166
郵 箱:715747239@qq.com
網(wǎng) 址:tjzpcs.com
地 址:江蘇省鹽城市大豐區(qū)西團(tuán)鎮(zhèn)大龍工業(yè)集中區(qū)

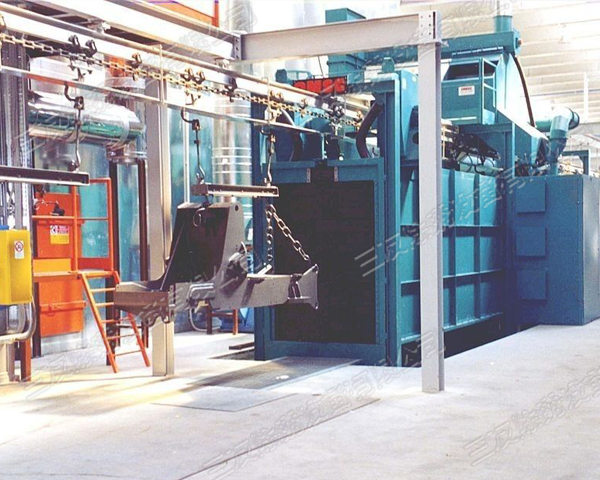
通過(guò)式拋丸機(jī)用到的材料通常是金屬材料工件,用于去除金屬材料工件表面的鐵銹和雜質(zhì),以恢復(fù)工件的原有顏色,避免 工件發(fā)生變質(zhì)。分離器是將清理過(guò)的工件從清理過(guò)的雜質(zhì)中分離出來(lái),并將清理過(guò)的工件送出設(shè)備。以下是對(duì)通過(guò)式拋丸機(jī)基本維護(hù)保養(yǎng)過(guò)程的描述。1、檢查通過(guò)式拋丸機(jī)房的高錳鋼防護(hù)板、耐磨橡膠板等防護(hù)板。假如遇到磨損或開裂,須得當(dāng)即更換,以防子彈穿透房間墻壁飛出房間傷人。當(dāng)需要進(jìn)入維修室時(shí),必須斷開設(shè)備的總電源,并掛上指示標(biāo)志。2、檢查機(jī)器的進(jìn)度松緊狀況,松緊應(yīng)及時(shí)松緊,避免 故障的爆發(fā);3.檢查拋丸機(jī)的振動(dòng)狀況。-旦遇到機(jī)器振動(dòng)過(guò)大,須得當(dāng)即停止機(jī)器運(yùn)轉(zhuǎn),檢查拋丸機(jī)耐磨部.件和葉輪焦點(diǎn)的磨損狀況,并更換損壞的部件。網(wǎng)帶通過(guò)式拋丸機(jī)廠家在打開拋丸機(jī)端蓋之前,應(yīng)斷開清洗設(shè)備的總電源。假如拋丸機(jī)的滾動(dòng)沒(méi)有完全停止,不得翻轉(zhuǎn)初始蓋。4、定時(shí)平穩(wěn)設(shè)備上的所有電機(jī)和軸承。5.新射彈的按時(shí)補(bǔ)給。網(wǎng)帶通過(guò)式拋丸機(jī)廠家由于射彈在用到過(guò)程中的磨損和破損,需要按時(shí)填補(bǔ)一定總量的新射彈。特別是當(dāng)待清理工件的質(zhì)量不符合標(biāo)準(zhǔn)時(shí),射彈總量少可能是一個(gè)重要原因。

在通過(guò)式拋丸機(jī)的分離器清理過(guò)程中,從漸進(jìn)式拋丸機(jī)的上出料口排出的顆粒砂混合物通過(guò)斜槽分離器沿分離長(zhǎng)度均勻分布,并進(jìn)入分離區(qū),形成顆粒砂流簾。網(wǎng)帶通過(guò)式拋丸機(jī)廠家在重力和水平氣流的作用下,顆粒、廢料和細(xì)顆粒根據(jù)不同的比重分別落,入各自的通道。純凈合格的顆粒通過(guò)篩板進(jìn)入輸丸管道上方的料斗,由噴丸裝置循環(huán)用到;塊狀雜物被隔離,并被屏幕清除。沙粒和粉碎的小顆粒拋射體偏移間隔很大,落入廢料斗進(jìn)行清理。網(wǎng)帶通過(guò)式拋丸機(jī)廠家灰塵通過(guò)除塵管道排出,細(xì)微的灰塵被吸入除塵系統(tǒng),凈化后的氣體被排放到大氣中,顆粒灰塵被捕獲和收集。

通過(guò)式拋丸機(jī)是憑借拋丸器精淮的高速拋射到產(chǎn)品工件的表面,去清除產(chǎn)品工件表面的銹蝕和污物,強(qiáng)化工件的內(nèi)部分子,使得產(chǎn)品工件內(nèi)部分子更加的緊密排列,進(jìn)而使得產(chǎn)品工件的機(jī)械性能更強(qiáng)。網(wǎng)帶通過(guò)式拋丸機(jī)廠家要知道,通過(guò)式拋丸機(jī)拋射彈丸主要是靠拋丸器,而拋丸器長(zhǎng)時(shí)間的高速拋射,由于作用力的原因也會(huì)發(fā)生拋射具體位置有差的情況,出現(xiàn)該情況必須要進(jìn)行拋丸器的調(diào)整。而如何調(diào)整拋丸器呢?很多人都是不了解的,實(shí)際上方法也很簡(jiǎn)單,網(wǎng)帶通過(guò)式拋丸機(jī)廠家那就是調(diào)整定向套的具體位置,應(yīng)該讓彈丸拋射全部都落在被清理的產(chǎn)品工件上。檢查調(diào)整的定向套具體位置是否準(zhǔn)確,只需要利用木板或者是白紙?zhí)娲磺謇懋a(chǎn)品工件即可,啟動(dòng)拋丸器,輸入少量的丸料,檢查拋射帶的具體位置,將定向套的具體位置調(diào)整到恰當(dāng)具體位置。
基本上全部的鑄鋼件、灰鑄造件、馬鋼、灰鑄鐵原材料等必須開展拋丸解決。這不但是以便消除鍛造金屬氧化物和砂的表面,并且是鍛造產(chǎn)品質(zhì)量檢驗(yàn)前不可或缺的提前準(zhǔn)備加工工藝,如大中型氣體輪機(jī)罩殼在噴涌清理前務(wù)必開展高質(zhì)量檢測(cè),以保證檢測(cè)結(jié)果的可信性。在一般鑄件生產(chǎn)中,拋噴丸清理是發(fā)現(xiàn)鑄件表面缺陷如皮下氣孔、渣孔以及粘砂、冷隔、起皮等的必不可少的工藝手段。有色金屬鑄件,如鋁合金、銅合金等的表面清理,除清除氧化皮、發(fā)現(xiàn)鑄件的表面缺陷外,更主要的目的是以拋噴丸來(lái)清除壓鑄件的毛刺和獲得具有裝潢意義的表面質(zhì)量,獲得綜合效果。網(wǎng)帶通過(guò)式拋丸機(jī)廠家冶金鋼鐵生產(chǎn)中,拋噴丸或者酸洗是保證鋼鐵大量生產(chǎn)中獲得高生產(chǎn)率而采用的機(jī)械或化學(xué)聯(lián)合去除磷皮的一種工藝方法。網(wǎng)帶通過(guò)式拋丸機(jī)廠家在硅鋼板、不銹鋼板薄板等別的合金圓鋼、帶的生產(chǎn)制造中,在冷扎工藝流程的全過(guò)程中開展淬火后,要開展放圓或酸洗鈍化解決,以便確保冷軋板的粗糙度和薄厚精度,務(wù)必釋放鏈條式放圓機(jī)。

1)將一塊輕中度銹蝕或標(biāo)示涂料抹的鋼板置放在拋丸器拋射區(qū)域內(nèi);2)啟動(dòng)拋丸器,電機(jī)加速至適當(dāng)轉(zhuǎn)動(dòng)速度;3)使用控制閥(手動(dòng))打開拋丸閘門,約5秒左右后,丸料被送入葉輪,輕中度銹蝕的鋼板上的金屬材料銹被網(wǎng)帶通過(guò)式拋丸機(jī)廠家清除;4)拋射位置的確定,用1只19MM活動(dòng)扳手將壓板上的三只六角螺栓松開至定向套能用手轉(zhuǎn)動(dòng),再將定向套緊固;5)準(zhǔn)備新的拋射圖來(lái)檢驗(yàn)較好的設(shè)定。(第3至5條重復(fù)多次直至獲得拋射位置。)3.網(wǎng)帶通過(guò)式拋丸機(jī)廠家確保配丸輪和葉輪體之間的相對(duì)位置準(zhǔn)確。

拋丸機(jī)造成噴焊層剝落的原因有:1、由于粉末質(zhì)量差,在噴焊過(guò)程中不存在“鏡面”現(xiàn)象。因此,網(wǎng)帶通過(guò)式拋丸機(jī)廠家操作時(shí)幼化與不熔化難以鑒別,往往粉末頂蓋后尚未烙化,火焰就移動(dòng)過(guò)去,這樣魷形成不了良好的噴焊層。2、在熔化厚的覆蓋層時(shí),速度太快,使得表面的粉末熔化,而里面的粉末還沒(méi)來(lái)得及熔化,或者噴焊層熔化了,而基體的很皮過(guò)低。無(wú)法形成冶金結(jié)合。3.大中型工件因?yàn)橹厝鬯教嵘t緩,粉末狀沖積物在高長(zhǎng)期性加溫標(biāo)準(zhǔn)下,輕粉空氣氧化或工件表面有比較嚴(yán)重的敏化層,再加工件表面的制取。4、作不合格,網(wǎng)帶通過(guò)式拋丸機(jī)廠家均不能形成噴焊層與答體良好的給合,加工時(shí)就產(chǎn)生剝落的現(xiàn)象。

